AVLINDARE BTF
AVLINDARE BTF
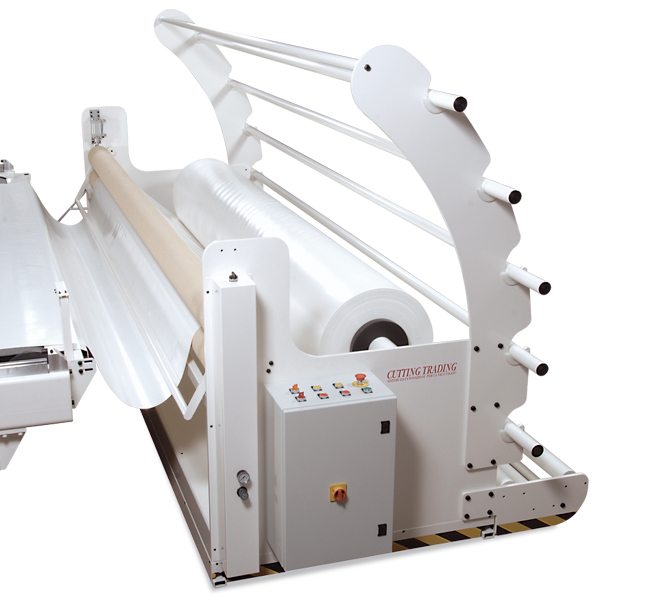
Avlindaren har utvecklats för att linda av och rikta in rullar med tunga tyger, som inte går att linda av med andra anordningar som vagga eller sträckare. Den kan dessutom lossa plastväv som fastnat på rullen.
Kan anslutas till vilken skärmaskin som helst.
Det särskilda försörjningssystemet gör att man kan ställa in tygets spänning så att den förblir densamma på hela frammatningslängden. Den höga funktionshastigheten och den stora kapaciteten gör den till ett perfekt instrument för att enkelt linda av PVC och tekniska tyger med hög styvhet. Man kan antingen montera en självinriktande rullhållarvagga för en enda rulle med en max diameter på 300 mm eller en eventuell hylla för 5 rullar.
TEKNISKA EGENSKAPER:
- Lindar av tunga tyger
- Max hastighet 0.5 m/s
- Lätt att lasta på
- Bärförmåga 1500Kg
- Automatiskt funktionssätt
- Automatisk inriktning
- Möjlighet till tygåtervinning
- Tyghållare med en höjd på upp till 3,5 meter


Boka din gratis online demo
Du kan ansluta via Skype med våra agenter,
se våra produkter inklusive tekniska apparater och skärsystem och bevittna live skärningstest på de mest olika typerna av material.